Пополнение смазки подшипников с измерением ультразвука
Эксперимент, Дефекты подшипников, Ультразвук
Совсем недавно произошел интересный случай при техническом обслуживании электродвигателя насосного агрегата. Во всяком случае для меня. А интересен он экспериментом и последствиями, которые непременно пополнят копилку моего технического опыта, а стало быть и вашего. Но обо всем по порядку.

Ваш покорный слуга памятуя о статье " Три ошибки при смазке подшипников " решил проверить изложенную методику ультразвукового контроля при пополнении смазки, тем более, что нужный прибор (как на картинке в статье) имеется. На предприятии ТО проводят по старинке - в соответствии с инструкциями и руководствами по графикам пополняют смазку определенным количеством, и вмешиваться в процесс не имею права, но измерения в процессе работы выполнить могу. Руководство пошло навстречу и пригласило поучаствовать в ТО электродвигателя вертикального маслонасоса. Электродвигатель имеет фланцевое крепление к маслобаку и к обоим подшипниковым опорам доступ свободный. Характеристики оборудования не важны, приводить их нет смысла.
Для начала устанавливаю ультразвуковой датчик с магнитным креплением на корпус электродвигателя на максимально близком расстоянии к подшипниковому узлу №1 (со стороны крыльчатки обдува). Прибором SDT-270 измеряю уровень шума и провожу прослушивание через наушники на различных частотах. Убеждаюсь, что максимальный шум в районе 29,5 дБ находится на рекомендуемой частоте 38 кГц, задаю коэффициент усиления А=70.
По моей команде представитель электроцеха приступает к закачке смазки. Смотрим за изменениями на экране SDT:
Аналогично закачиваем смазку в подшипник №2:
На подшипнике №1 процесс более нагляден. В начальный момент закачки смазки шум резко растет, а затем падает. Как я понимаю, это связано с тем, что при поступлении порции смазки подшипник испытывает нагрузку. Далее смазка распространяется по объему, нагрузка и шум снижаются. При дальнейшей накачке происходит рост уровня шума, что в той статье объясняется избытком смазки, приводящей опять же к нагрузке в подшипнике. После достижения минимальных значений дБ на этапе начала подъема значений уровня шума закачку смазки необходимо прекращать, но действуем по регламенту ТО - 150 мл накачиваем как положено.
Что слышно в наушниках прибора? Равномерный громкий шум резко сменяется на тихий. Как будто быстро убавили громкость.
А теперь к более интересному. Оба подшипника, как видно из видео (подшипник №2 в пополнении смазки не очень-то и нуждался), оказались переполнены смазочным материалом. Почему считаю что переполнены? Датчики термоконтроля зафиксировали резкий рост температуры сразу после ТО:
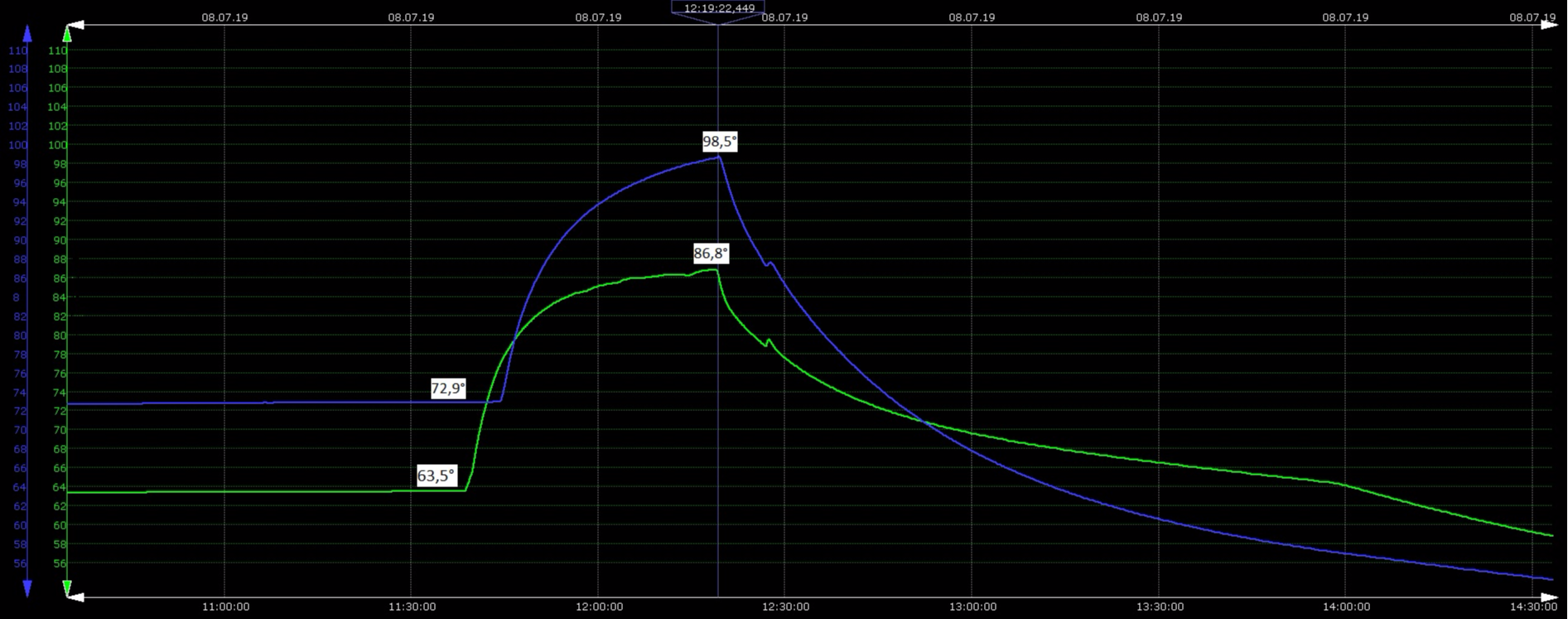
Надежды на то что рост температуры не превысит отметки 90 °С не оправдались и был выполнен аварийный переход на резервный насос. Вот вам плановое техобслуживание.
В голове вопрос, как убрать излишки смазки? Разбирать электродвигатель не вариант. С этим цех-владелец оборудования справился. Трех-четырех пусков насоса с перерывами на охлаждение и дополнительным обдувом подшипника №2 хватило для того, чтобы подшипники смогли выдавить из себя излишки и температуры вернулись к своим обычным значениям.
Подводя итог. Эксперимент подтвердил работоспособность и значимость использования ультразвукового контроля при пополнении смазки подшипников качения. Показан яркий пример отказа оборудования при консервативном подходе к проведению ТО.