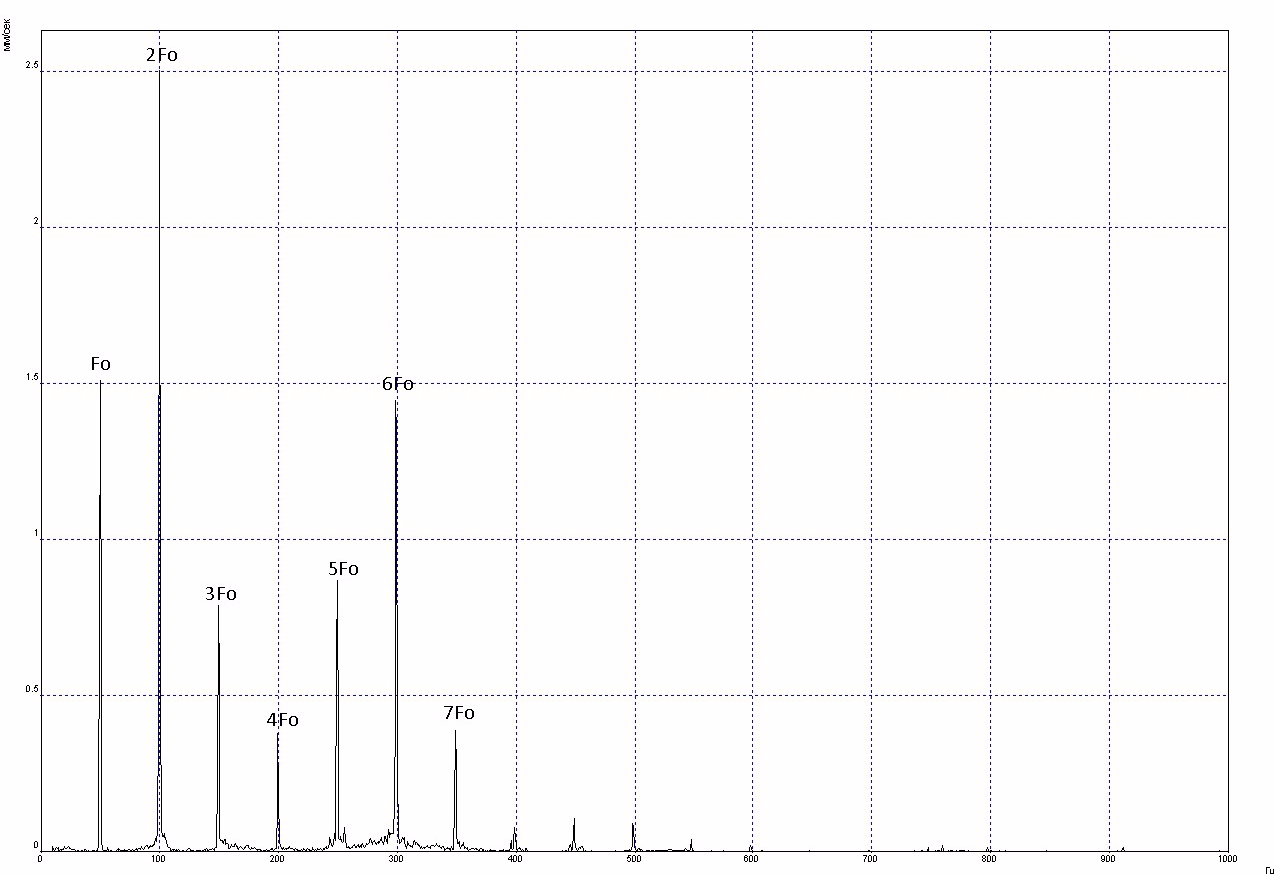
Расцентровка насоса Х 80-50-200
Расцентровка, Виброналадка, Вибродиагностика
Частота встречи с таким дефектом как расцентровка зависит от культуры монтажа оборудования и его ремонта на Вашем предприятии. На моем с этим есть некоторые проблемы, что делает мою профессиональную деятельность разнообразней. Предлагаю рассмотреть классический практический случай расцентровки и оценить его влияние на параметры вибрации.

Имеем центробежный насос Х 80-50-200, N = 15 кВт, n = 2940 об/мин. В соответствии с ГОСТ ИСО 10816-3-2002 допуск на вибрацию составляет 4,5 мм/с.
Данные измерения вибрации (СКЗ виброскорости в диапазоне 10-1000 Гц):
Фиксируем превышение допускаемых значений вибрации. Обращаем внимание на высокие уровни вертикальных и осевых составляющих. Отмечаем большую вибронагруженность подшипников №2, 3 агрегата. Для идентификации дефекта выполним анализ спектров виброскорости.
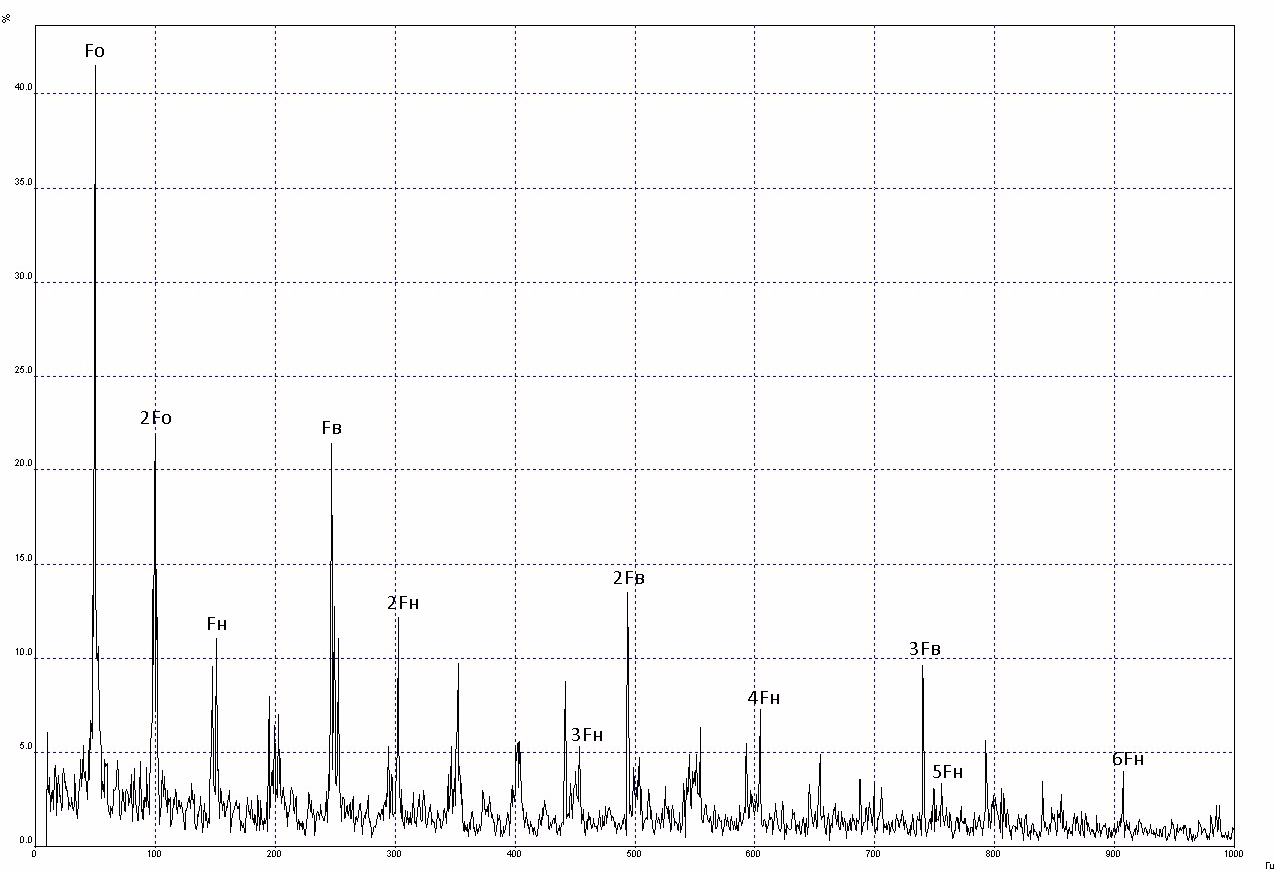
Fo - частота вращения агрегата. Спеткры насыщены гармониками оборотной частоты. В радиальных направлениях видим преобладание второй гармоники частоты вращения, в осевом направлении высокую амплитуду имеет третья гармоника. Данные спектров и общих уровней виброскорости очень характерны для параллельной расцентровки (коленчатости) полумуфт электродвигателя и насоса в вертикальном направлении и угловой (торцевой) расцентровки полумуфт. К тому же на проблему в муфтовом соединении указывает большая вибронагруженность смежных с муфтой подшипниковых опор.
Теперь предлагаю взглянуть на спектры огибающей вибросигнала подшипников насоса.
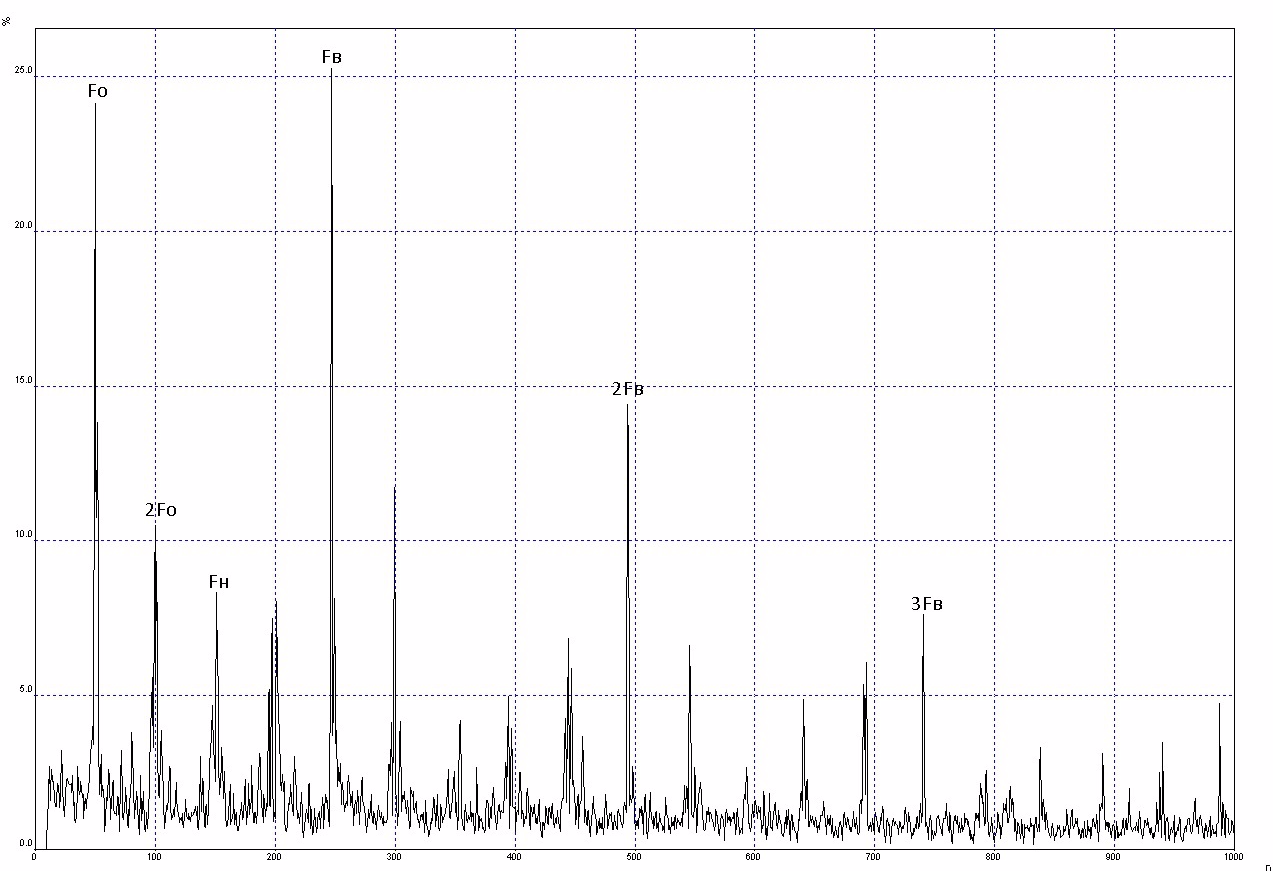
Fo - частота вращения ротора насоса, Fн - частота перекатывания тел качения по наружному кольцу, Fв - частота перекатывания тел качения по внутреннему кольцу. Подшипники расположены достаточно близко и по амплитудам в спектрах можно предположить, что источником спектральных составляющих подшипника №4 являются проблемы в подшипнике №3. Так как предполагается наличие сильной расцентровки, можно сделать вывод, что высокие уровни Fo связаны с сильным обкатыванием ротора в подшипнике №3, составляющие Fн и Fв являются следствием этого обкатывания - тела качения перемещаются по дорожкам наружного и внутреннего колец с большим усилием и трением. Поэтому не спешим дефектовать подшипник №3.
Диагностика по спектрам это хорошо, но хочется быть более уверенным в наличии расцентровки. Измерение фаз вибрации смежных с муфтой опор и анализ их соотношений очень практичный и достоверный способ определения расцентровки, но более трудоемкий. А с учетом того что под рукой не было датчика оборотов, а соответственно и возможности измерения фаз, я использую более простой способ, которым часто пользуюсь - визуальный осмотр. Опыт показывает, что упругие втулочно-пальцевые муфты достаточно хорошо компенсируют небольшую расцентровку. А вот расцентроку, приводящую к высоким уровням вибрации, визуально видно хорошо, взачастую не требуется даже прикладывать линейку. Так случилось и на этот раз. Сняв ограждение (не забываем о технике безопасности - оборудование должно быть обесточено) стало видно наличие расцентровки в вертикальном направлении - полумуфта электродвигателя выше полумуфты насоса на 1-2 мм.
Далее составлен протокол со всеми обоснованиями и рекомендацией выполнить центровку насосного агрегата. По прошествии некоторого времени я узнал, что насос так и не был отцентрован (о причине судить не возьмусь). Так как дефекты необходимо закрывать (и получать моральное удовлетворение), предложил свои услуги владельцу оборудования, на что он с радостью согласился.
Данные измерения расцентровки:
По вертикали - параллельная = 0,54 мм
- угловая = 0,10 мм
По горизонтали - параллельная = 0,18 мм
- угловая = 0,28 мм
Допуск 0,06 мм.
С коллегой при помощи лазерного центровщика удалось достаточно быстро и качественно выполнить эту работу:
По вертикали - параллельная = 0,02 мм
- угловая = 0,02 мм
По горизонтали - параллельная = 0,03 мм
- угловая = 0,01 мм
Допуск 0,06 мм.
Измеряем вибрацию после центровки:
Добились приемлемых результатов по параметрам виброскорости.
Данный практический пример показал влияние сильной расцентровки на параметры вибрации агрегата. Очень хочется оценить влияние расцентровки на параметры потребления электроэнергии. Для этого, перед проведением центровки, были измерены значения активной мощности электродвигателя. Как появится возможность, выполню измерения активной мощности после центровки при тех же технологических параметрах. Сравнение мощности до и после центровки даст возможность подтвердить или опровергнуть данные некоторых маркетологов, которые утверждают, что при расцентровке потребляемая электроэнергия увеличивается на 10-15%. Верится в это слабо, но думаю всем нам будет интересно это проверить.