Диагностирование электроприводной арматуры по электрическим параметрам
Мощность, АТЭ ТС-3000, Диагностирование, Арматура, Диагностика, Крутящий момент
Прежде всего в атомной энергетике, но и в других отраслях промышленности развивается направление по диагностированию арматуры. Львиную долю всей арматуры занимает арматура с электроприводом и, в зависимости от типа энергоблока, ее количество может варьироваться от 3000-4000 до практически 6000 единиц на энергоблок. Хоть далеко не вся арматура напрямую влияет на безопасность или выдачу мощности, но для фатальных последствий достаточно отказа всего одного механизма, что, учитывая колоссальную трудоемкость по ремонту арматуры, находящейся на неотсекаемом участке, переводит диагностирование арматуры из разряда "баловства" в достаточно серьезную науку.

Своевременное и правильно выстроенное диагностирование арматуры позволяет убить сразу двух зайцев: перевести часть арматуры на ремонт по фактическому техническому состоянию вместо ремонта по регламенту, а также отследить ее состояние в межремонтный период для предотвращения вывода из строя вследствие критического дефекта. Если со вторым пунктом все предельно ясно, то первый позволяет не только произвести экономию средств за счет увеличения межремонтного периода, но и свести к минимуму вероятность отказа вследствие некачественного ремонта, высвободить трудовые ресурсы для ремонта другого критически важного оборудования.
Принцип диагностирования электроприводной арматуры по электрическим параметрам состоит в использовании установленного электропривода как индикатора состояния арматуры, так как любое изменение момента сопротивления движению отражается на электрических параметрах электропривода (активной мощности) и может быть зафиксировано и проанализировано, плюс оценивается состояние самого электропривода. Однако, данный метод позволяет прежде всего качественно оценивать состояние арматуры, так как единственной регламентированной характеристикой для арматуры является крутящий момент. Крутящий момент можно получить двумя способами: поставить датчик момента между приводом и арматурой или произвести первоначальную калибровку электропривода на моментном стенде для получения калибровочной характеристики. Широкое распространение получил второй метод, на котором мы и остановимся.
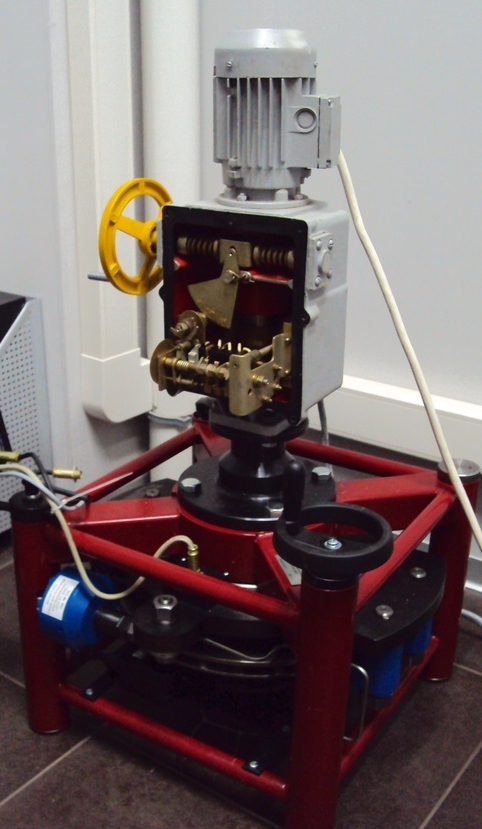
Диагностирование арматуры, как правило, производится как по месту ее установки с использованием переносных (мобильных) средств диагностирования, но такое диагностирование не позволяет с разумной точностью количественно определить крутящий момент, развиваемый электроприводом на рабочем ходу, при срабатывании моментных выключателей, что не позволяет произвести их настройку. Данная проблема решается установкой электропривода на специальный стенд, оснащенный датчиком силы и тормозным узлом для имитации арматуры. Примером такого стенда может служить АТЭ ТС-3000 производства АО "Атомтехэнерго", именуемый в народе "Медведь", что вполне соответствует его виду и еще больше весу.
После установки электропривода на стенд производится снятие калибровочной характеристики (зависимости активной мощности от крутящего момента, развиваемого электроприводом), а также настройка моментных выключателей.
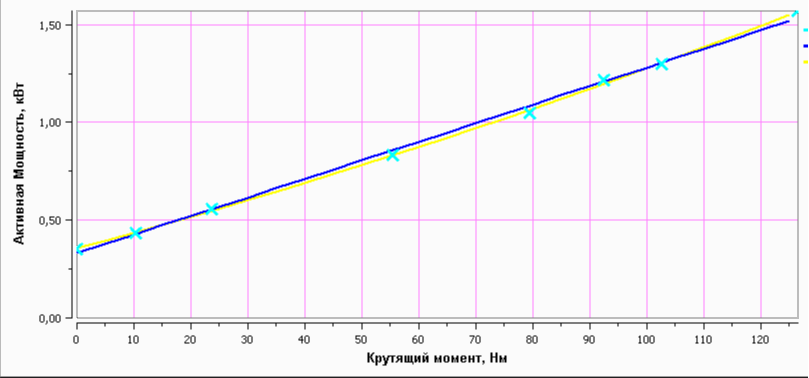
Наличие такой характеристики позволяет автоматически пересчитывать записанную на месте испытаний активную мощность в крутящий момент без снятия электропривода с арматуры. Как показывает практика, каждый электропривод из серии хоть и имеет индивидуальную характеристику, но в целом они похожи друг на друга, что позволяет провернуть небольшую хитрость: чтобы не снимать с каждой единицы арматуры электропривод для установки на стенд и проведения последующей калибровки, можно сделать выборку из нескольких единиц однотипных приводов (чем больше, тем лучше), произвести их калибровку, усреднить полученную характеристику и применить ко всей серии электроприводов. Данный подход имеет смысл когда количество однотипных приводов исчисляется десятками, сотнями и более, но с оговорками: сравнивать таким образом можно только исправные механизмы без доработок с сопоставимым сроком службы и периодическим проведением повторных базовых испытаний электроприводов. Нельзя применять характеристику, полученную на новом электроприводе к тому, который уже проработал десяток лет и пережил не один ремонт, так как погрешность может быть огромной.
Диагностирование арматуры по месту установки может производиться как непосредственно возле нее из блока электропривода задвижек (БЭЗ) или из шкафа управления в НКУ. Принцип измерения один: при помощи токоизмерительных клещей и щупов измерения напряжений считываются основные электрические сигналы: ток и напряжение, которые при помощи программного обеспечения преобразуются в активную мощность, а при наличии калибровочной характеристики - в крутящий момент. При наличии в шкафу управления контрольных кабелей концевых и моментных выключателей, можно снять и их показания, что расширит возможности анализа. На выходе получается зависимость крутящего момента (активной мощности) от времени в виде циклограммы. Суть диагностипрования сводится к анализу циклограммы в характерных точках и сравнению с эталонной циклограммой, предыдущими измерениями, с однотипными позициями. Общий вид циклограммы запорной арматуры при закрытии:
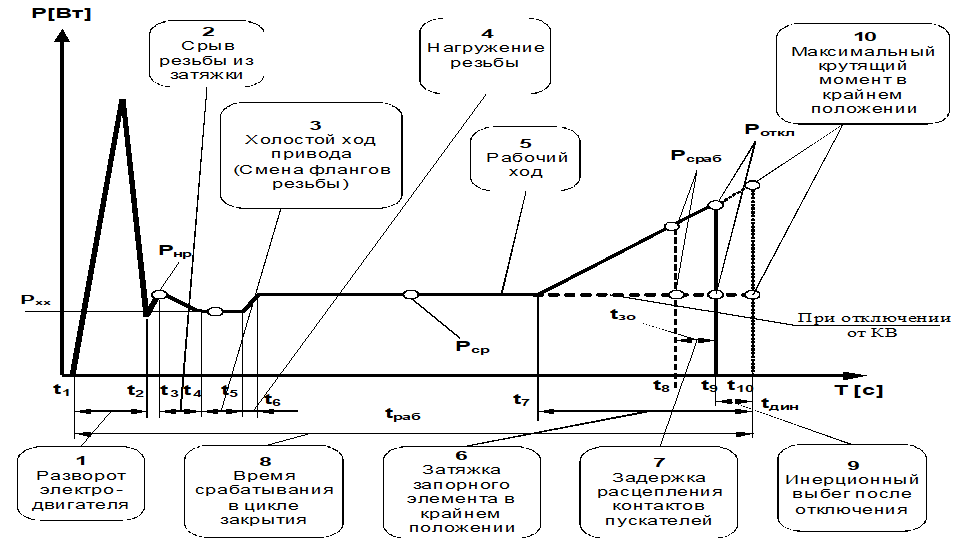
В дополнение к измеренным характеристикам, приведенным на рисунке, используется большое количество расчетных параметров, набор которых может изменяться в зависимости от "глубины" диагностирования, используемого ПО и оборудования. К основным расчетным параметрам можно отнести: плавность хода (%), разность времени хода при открытии/закрытии (%), время между характерными точками. Диагностирование арматуры по месту установки производится с периодичностью, соответствующей ее категории, которая определяется по ряду характеристик, в том числе исходя из влияния на безопасность, частоту срабатывания и прочее.
Вот, собственно, основные моменты, которые хотелось бы поведать. Диагностирование арматуры не ограничивается только анализом полученной циклограммы и широко применяются, в частности, методы ультразвуковой диагностики, тепловизионного контроля и т.д., но это темы для других статей.