Повреждение тел качения и износ сепаратора в подшипниках одинаковых насосов. Поиск причины
Дефекты подшипников, Вибродиагностика
Недавно столкнулись с интересной проблемой - выявлены одинаковые дефекты подшипников на четырех одинаковых центробежных насосах в течение четырех месяцев.
Небольшая предыстория. С начала эксплуатации (а прошло всего 5-6 лет) насосы ЦН 65/90 с мощностью привода 37 кВт и частотой вращения 3000 об/мин преследовали частые отказы. Не считая двух сгоревших электродвигателей наибольшую проблему представляли частые дефекты упорных подшипников насосов, сопровождавшиеся их перегревом и выходом из строя. Тогда эксплуатирующий и ремонтный персонал посчитали, что причиной тому высокие осевые нагрузки. На каждом насосе была выполнена модернизация подшипникового узла со стороны полумуфты - установлен дополнительный упорный подшипник, сделано отверстие для подачи смазки между подшипниками. Предполагалось, что два подшипника 46311 должны решить проблему. Но этого не произошло.
Данные измерения СКЗ виброскорости всех четырех насосов в диапазоне 5-1000 Гц:
Допуск 4,5 мм/с.
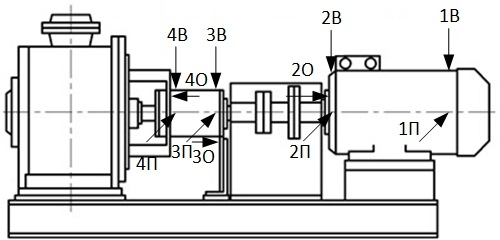
Вибрация на электродвигателях связана с резонансными явлениями на частоте 100 Гц и устраняется регулированием крепления одной из их лап. На данный момент не удалось устранить пустоты под рамами для отвода собственных частот от 100 Гц. Но это не тема данной статьи. Здесь более интересны подшипники опор №3 насосов.
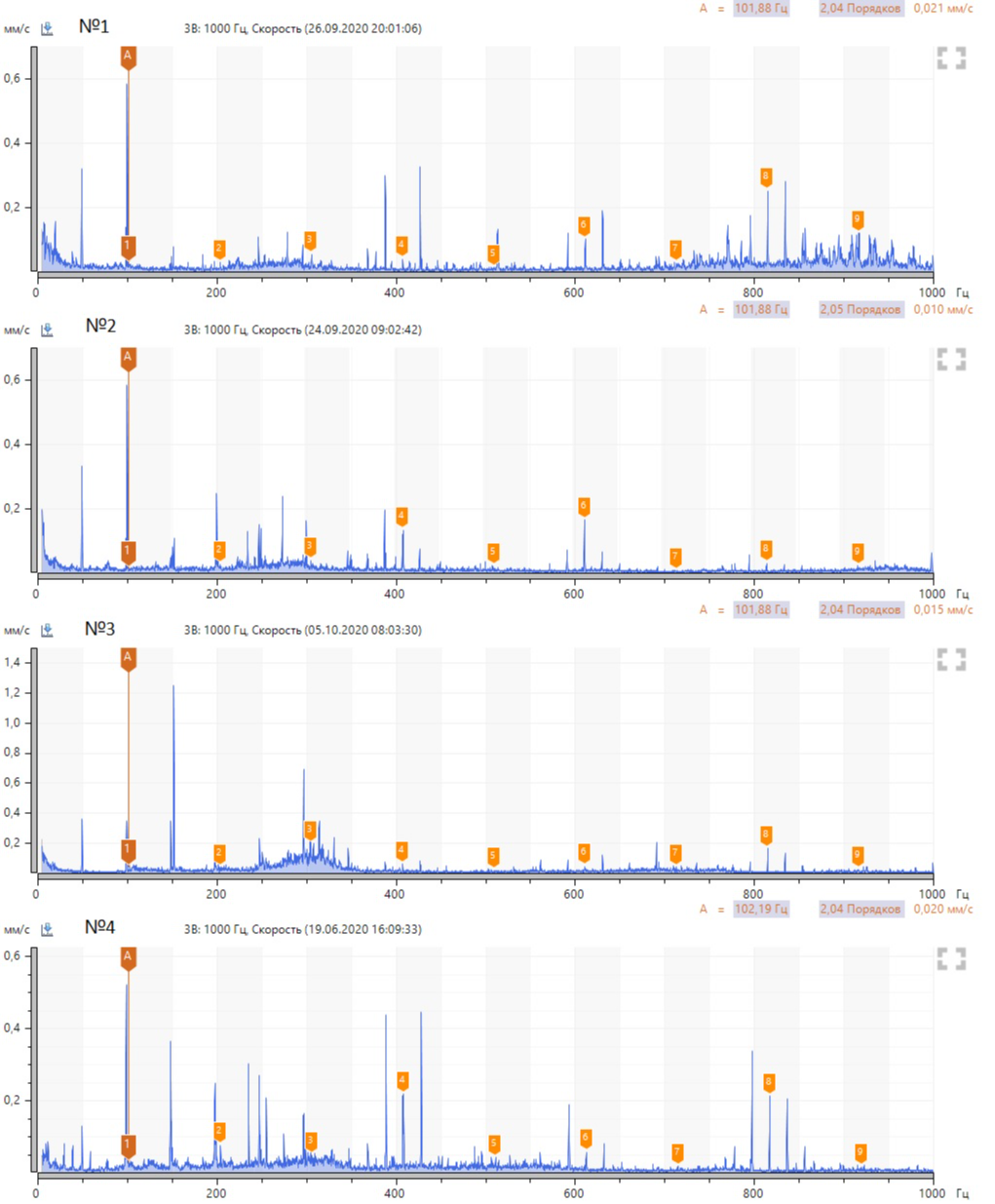
На насосах №1, №2 и №4 был зафиксирован рост температуры опоры №3 свыше 55 °С при их обычной температуре в районе 40 °С. На насосе №2 замечен посторонний шум. Как видим, уровни виброскорости опоры №3 насоса достаточно низкие. А теперь посмотрим на СКЗ виброускорения в диапазоне 5-10000 Гц.
Как видим, параметры виброускорения свидетельствуют о высокочастотных проблемах подшипниковых опор №3. Идентифицируем дефект по прямым спектрам и спектрам огибающей вибросигналов.
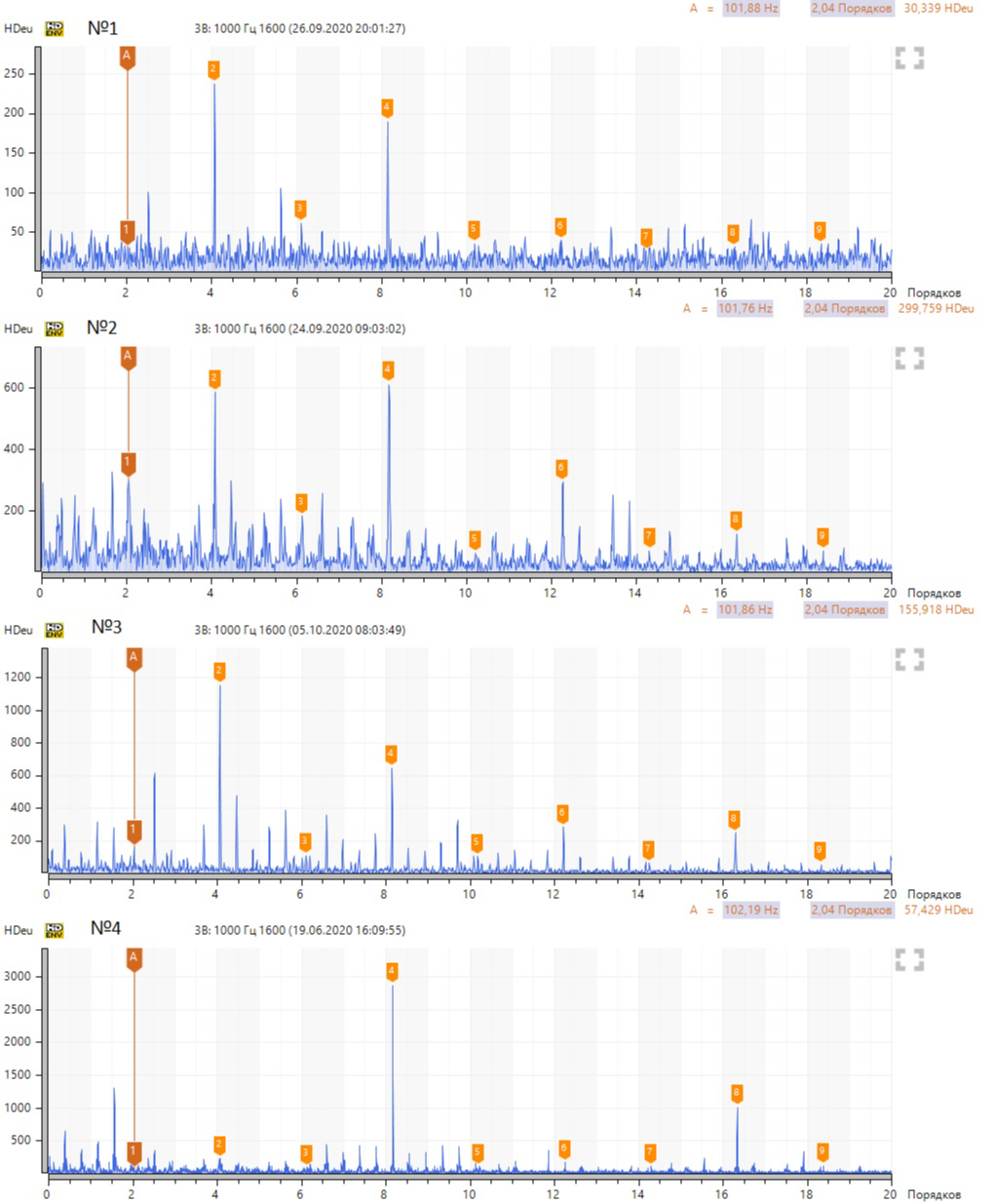
Маркерами подсвечена частота вращения тел качения подшипника 46311 (по факту ≈102 Гц, по расчету 101,2 Гц). В спектрах доминируют четные гармоники, свидетельствующие о повреждениях на поверхностях тел качения (дефектное место за один оборот тела качения контактирует и с наружным и с внутренним кольцом). Наличие боковых сепараторных частот и просто частот вращения сепараторов свидетельствует об их повреждении.
По результатам анализа владельцу оборудования отправлялись протоколы виброконтроля с указанием наличия дефектов сепараторов и тел качения с рекомендацией выполнить замену подшипников.
Первым в ремонт был выведен насос №4. После демонтажа подшипников забираем упорные подшипники 46311, чистим их и разбираем.

Смазка обоих подшипников потеряла все свои смазочные свойства. Поверхность тел качения черная - следствие воздействия высоких температур. При этом один из подшипников имел несколько механических дефектов.





Дополнительно провел опрос персонала по поводу проведения технического обслуживания насосов. И если представители цеха-владельца насосов отвечали уклончиво (не удалось даже выяснить существует ли график пополнения смазки подшипников), то ремонтники заверили, что их на техобслуживание уже несколько лет не звали.
В соответствии с руководством по эксплуатации смазка должна пополняться каждые 1000 часов работы (42 дня). Поэтому коренной причиной нагрева и дефектов подшипников видится отсутствие технического обслуживания. По выявленным дефектам можно реконструировать процесс разрушения подшипника. Из-за недостатка смазки произошло истирание отверстий сепаратора телами качения, что позволило сепаратору контактировать с внутренним кольцом. В результате несколько миллиметров по радиусу было стерто, что позволило сепаратору начать контакт уже и с наружным кольцом (сепаратор просто болтался в подшипнике). Частицы износа сепаратора попали в подшипник на край дорожки внутреннего кольца, что привело к повреждению как самой дорожки, так и всех тел качения. Из-за высоких температур и наличия примесей смазка окончательно потеряла свои свойства и перемещение тел качения по дорожкам сопровождалось большим трением (следы трения на дорожках внутреннего и наружного колец). Если дождаться полной деградации сепаратора, то подшипник заклинило бы со всеми вытекающими последствиями.
По результатам осмотра подшипников была составлена справка и отправлена владельцу оборудования. В справке были указаны две рекомендации:
- организовать проведение технического обслуживания насосов;
- еженедельный виброконтроль.
Такой частый виброконтроль поможет получить информацию об изменении состояния подшипников после ремонта, подтвердить или опровергнуть мои выводы, а главное проконтролировать выполнение техобслуживания насосов.