Виброналадка вертикального насосного агрегата ХП45/54-2,0
Виброналадка, Дисбаланс, Резонанс
В этой статье хочу рассказать о встречающихся сложностях при виброналадке, о переплетении множества разных дефектов на оборотной частоте вращения, о поисках путей решения проблемы, о том что возможности специалиста по виброналадке не безграничны. История без счастливого конца, как всегда из собственной реальной практики.

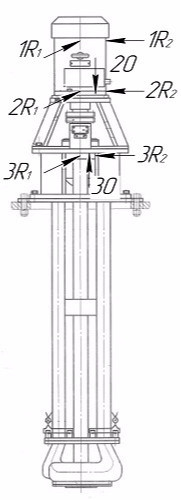
И так, мы имеем вертикальный насосный агрегат ХП45/54-2,0 (N = 30 кВт, n = 3000 об/мин). Основные проблемы - повышенная вибрация, частое разрушение подшипника №3 насоса (как правило ломается клетка сепаратора). Пришло время заняться им вплотную. Состояние - только что вышел из ремонта после отказа (в очередной раз разрушился подшипник №3). Была выполнена замена верхнего опорно-упорного подшипника и вкладышей среднего и нижнего подшипников скольжения насоса. При демонтаже ремонтники раскололи крыльчатку обдува электродвигателя, которая была сварена и установлена обратно. Дополнительно известно наличие резонанса - собственные частоты ранее составляли 50 и 56 Гц при частоте вращения 3000 об/минуту. Владелец оборудования принял решение запускать агрегат в сборе без прокрутки на холостом ходу.
Данные измерения вибрации (СКЗ виброскорости в диапазоне 10-1000 Гц):
По спектрам вижу только оборотную составляющую, что наиболее вероятно свидетельствует о дисбалансе или резонансе. Поскольку рядом на одну линию работает аналогичный насос, собственные частоты тестом на удар определить невозможно. Но это и не требуется. При работе с небольшими агрегатами узнать о наличии резонанса можно и другим способом. Помните от чего зависит собственная частота конструкции? Правильно, масса и жесткость. Мои 100 кг массы наверное не сильно повлияют, да и не безопасно. А вот поднять собственные частоты увеличив жесткость я могу - надавливаю рукой на двигатель в районе точке 1R2. Прибор в режиме без усреднений показал резкое падение вибрации в точке 1R2 до 10 мм/с. Резонанс подтвержден.
Обычно проектировщики рассчитывают собственные частоты конструкции и предпринимают меры для их отвода от оборотных. Поэтому не плохо поискать различные дефекты типа ослабления креплений. Проверяю затяжку болтов и гаек - все отлично. Пробегаюсь пальцем по местам соединения деталей и обнаруживаю под двумя противоположными стойками фонаря ослабления. В этих местах соединения фонаря с крышкой бака палец пощипывает. Измеряю в месте стыка деталей вибрацию. На фонаре 2,4 мм/с, на крышке бака 0,6 мм/с. Отрыв подтвержден. Над местами отрыва радиальная вибрация двигателя достигает 26,5 мм/с, над стойками с жесткой связью фонаря с крышкой бака радиальная вибрация двигателя 8,8 мм/с. Поскольку агрегат нужен срочно, нет времени искать причину и шабрить крышку или фонарь. Над местами с отсутствующим прилеганием в фонарь устанавливаю ранее заготовленные домкраты (враспор между площадками крепления к баку и площадкой крепления верхнего подшипника насоса). Тяну не сильно, смотря на показания виброанализатора, работающего в режиме без усреднений. Задача всего лишь отвести собственную частоту от оборотной и ни в коем случае не деформировать фонарь. Вибрация моментально падает до 4,5 мм/с, при дальнейшей затяжке домкратов падает слабо. Возвращаю затяг домкратов к моменту, где вибрация начала снижаться слабо. Мы же знаем, что измеряемая нами вибрация является откликом в точке измерения на какие-то действующие внутренние силы. А поскольку этот отклик зависит от жесткости, нет смысла ее увеличивать и прятать дефект.
Измеряем вибрацию после отстройки от резонанса:
Вибрация на грани нормы (допуск 4,5 мм/с), по прежнему в спектрах основной вклад вносит оборотная составляющая. Рекомендую выполнить балансировку. Владелец оборудования распорядился выполнить балансировку электродвигателя на холостом ходу.
Ремонтный персонал расчленяет полумуфты, клею светоотражающую метку на полумуфту двигателя и измеряю амплитуду/фазу оборотной частоты. Амплитуды плавают 1,8...3,8 мм/с, с фазами аналогично - разброс более 40°. Прошу на время балансировки кратковременно отключать работающий резервный насос из-за сильно влияния наведенной по трубопроводу вибрации. Амплитуды и фазы стабилизировались, можно выполнять измерения на холостом ходу (Амплитуда / Фаза, мм/с / °):
По фазам видно, что балансировка будет простая, так как дисбаланс большей частью статический.
Снимаем с крыльчатки обдува двигателя имеющийся груз (болт М4 с шайбами и гайками) массой 13,3 гр. с углом установки 0° (специально светоотражающую метку так установил) и выполняем аналогичные измерения:
Видим, что чувствительность к грузу высока. Сказываются высокая частота вращения и низкая жесткость, свойственная всем вертикальным агрегатам.
Расчеты провожу в векторной форме на листке бумаге с балансировочным кругом вручную. Можно конечно по программе в приборе, но мне важно визуально наблюдать вектора дисбалансов и влияния грузов. Так научили, так привык, да и прибор на руках - Кварц. Программы на ПК для одно- и двухплоскостных балансировок не использую, так как всегда выполняю расчеты по месту установки оборудования и не трачу время на походы в офис. А теперь к векторным построениям:
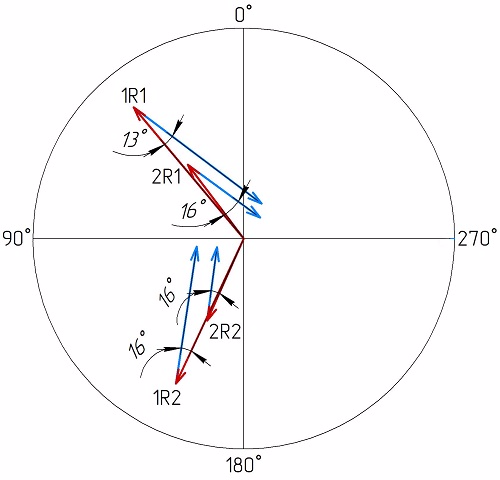
Из рисунка видно, что груз надо чуть-чуть увеличить и повернуть на 15°. К сожалению, ремонтники не смогли ювелирно просверлить отверстие под новое положение груза - ошиблись немного и по радиусу и по углу. С учетом высокой чувствительности измерение с грузом 14,8 гр. на угле установки 15° по вращению:
По расчету, если бы сделали все идеально, максимальная вибрация составила бы 0,8 мм/с. Здесь, скажу честно, поленился вносить изменения и делать еще один балансировочный пуск. Даю команду сочленять с насосом и получаю следующие данные в сборе:
Казалось бы на этом все. Но нет. На следующий день при измерении получил такие данные (СКЗ виброскорости в диапазоне 10-1000 Гц):
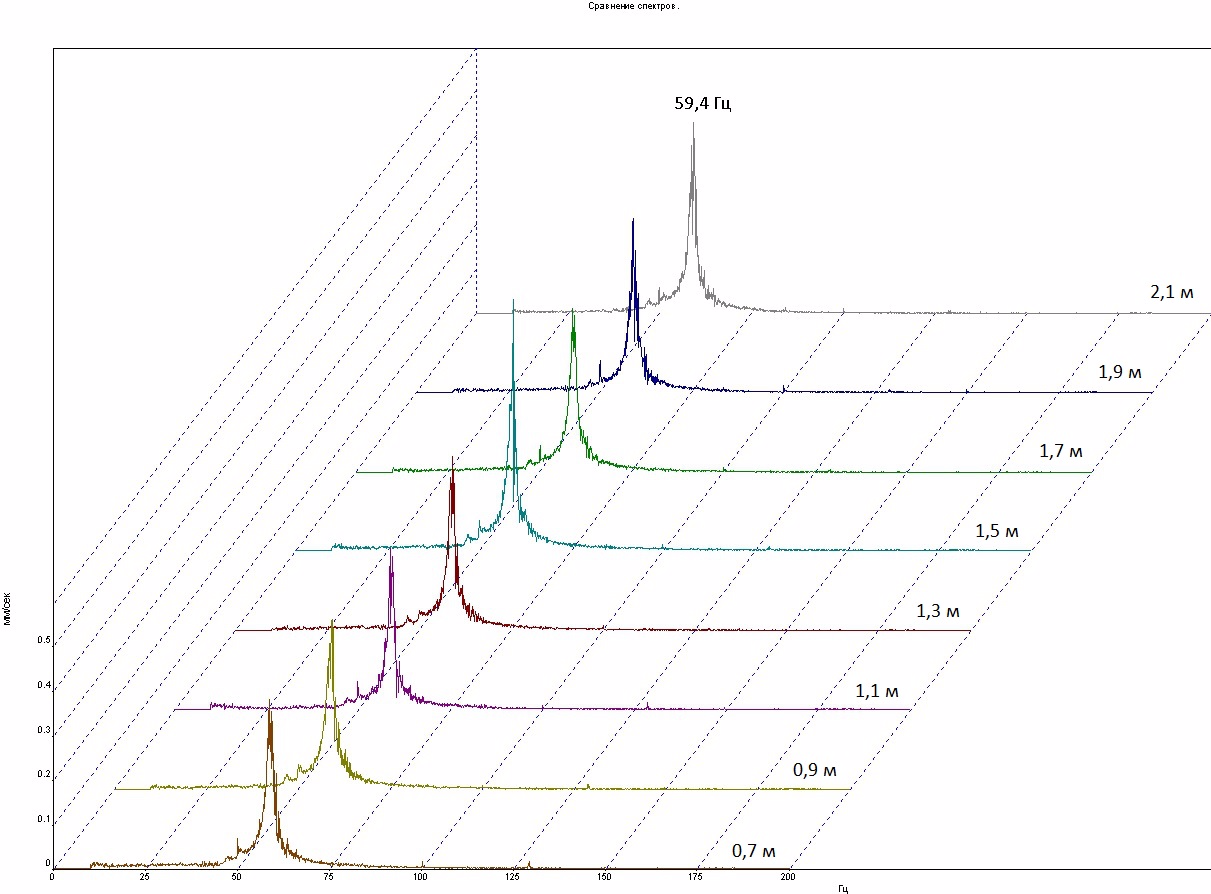
Что изменилось? Насос включается автоматически при достижении уровня в баке 2,1 м и отключается при уровне 0,7 м. Измерения после балансировки проводились при заполненном баке. А в этот день измерения проводились при более низком уровне. Для определения влияния уровня среды в баке (L, м) на вибросостояние агрегата провожу серию измерений (СКЗ виброскорости в диапазоне 10-1000 Гц):
Влияние вполне очевидно. Определимся на какой частоте происходят изменения.
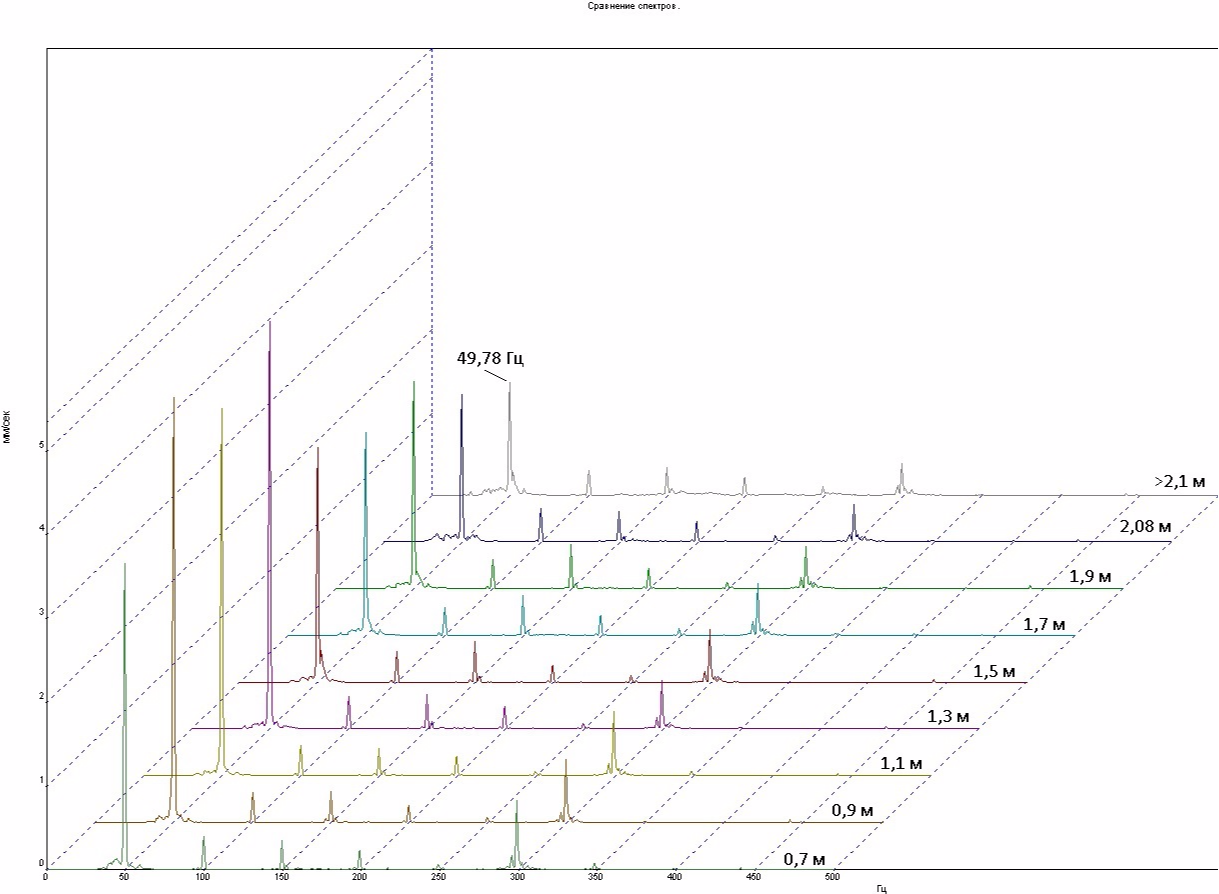
Видим, что изменения происходят только на оборотной частоте 49,78 Гц. Зафиксировано, что при снижении уровня среды в баке ниже 1,5 м общий уровень вибрации имеет "плавающий" характер с флуктуацией амплитуды на частоте вращения. Так, при уровне в баке 2,1 м, амплитуда вибрации изменяется в диапазоне 1,8 - 2,0 мм/с. При уровне 0,7 м - в диапазоне 2,0 - 6,7 мм/с.
Так же выполнен анализ собственных частот в точках 1R1 и 1R2.
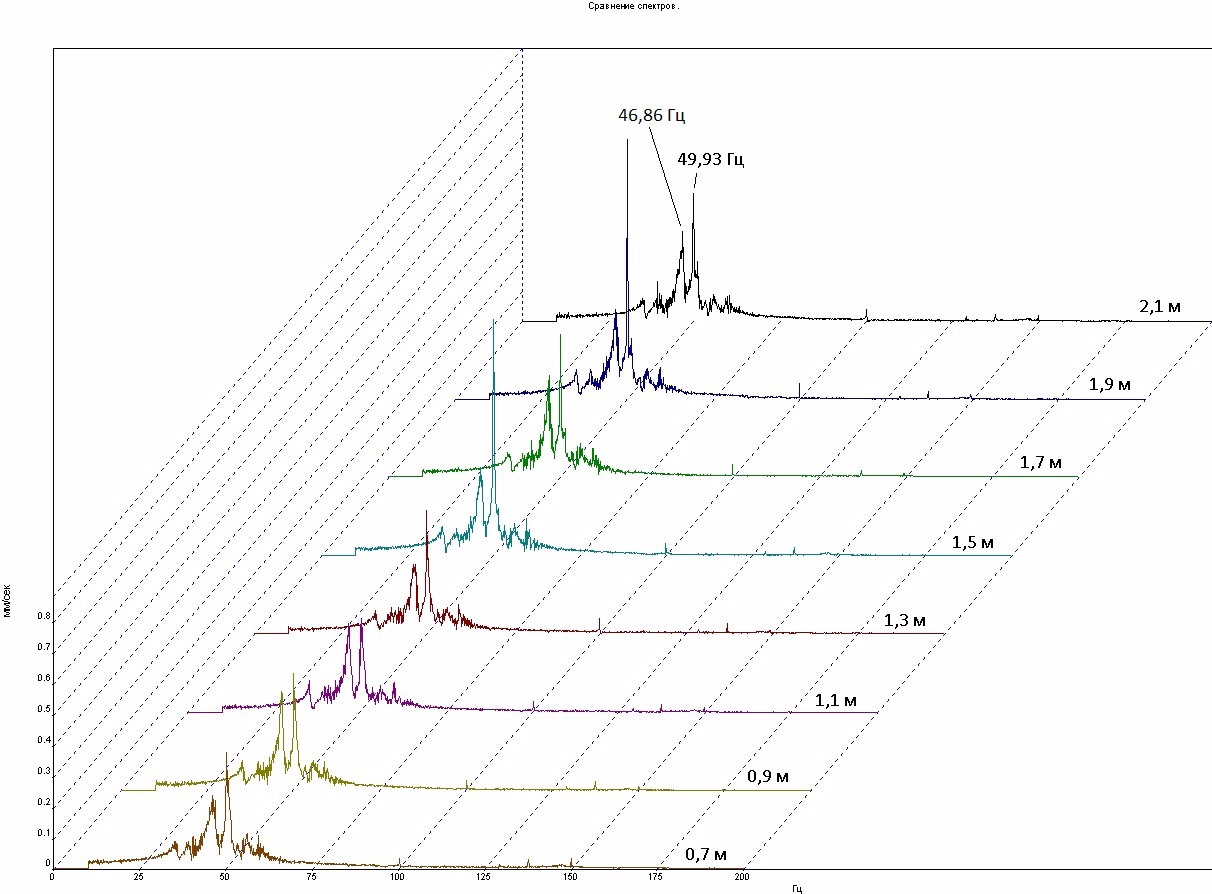
Из спектров отлично видно, что в направлении R1 агрегат работает в области резонанса. В направлении R2 собственная частота достаточно далека от частоты вращения. Как можно объяснить увеличение амплитуды вибрации и сильную флуктуацию при уменьшении уровня среды? На ум приходит только одно. При уменьшении уровня уменьшается жесткость нижней части агрегата, что приводит к сближению пика собственной частоты и частоты вращения, то есть к усилению резонанса. Волнение среды в баке немного раскачивает нижню часть агрегата, что так же приводит к изменению жесткости. Собственная частота конструкции то приближается к оборотной, то отдаляется. Соответственно, необходимо ужесточать нижнюю часть агрегата. При поиске в интернете проблем с насосами типа ХП нашел пример модернизации такого насоса, что и предложил сделать владельцу оборудования.

И немного о подшипнике №3. Низкая вибрация на нем обманчива - необходимо учитывать очень высокую жесткость в данном месте. Приведу спектр огибающей вибросигнала:
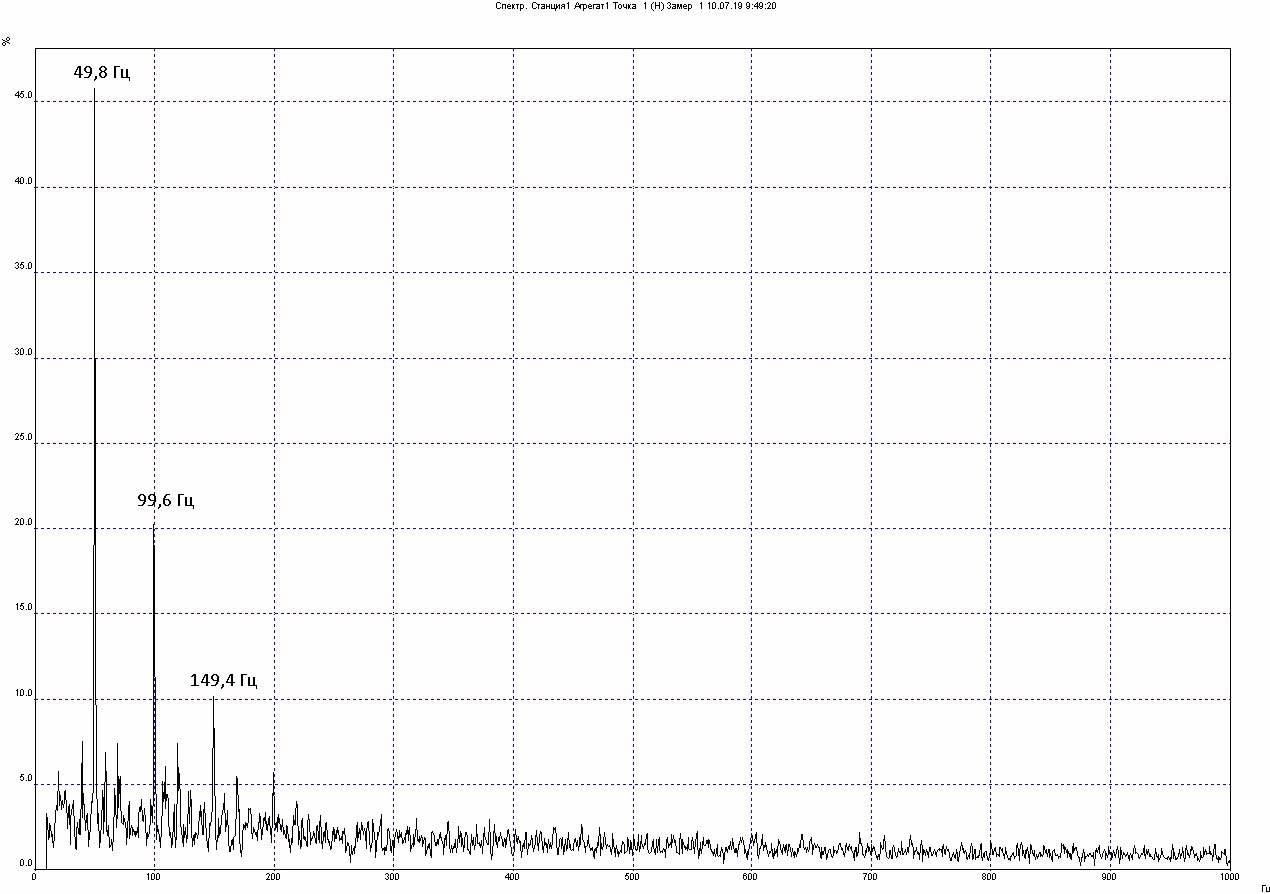
Быстро спадающие по амплитуде гармоники оборотной частоты характерны для дефекта типа бой вала. При работе поднес ручку к муфте - бьет сильно, дефект имеет место быть. О данном факте поделился со специалистом по ремонту насосов. Он рассказал, что причина в кривом вале. Были попытки его выпрямить, но особо не получилось, надо заказывать новый.
По факту затрачено много усилий, вибросостояние значительно улучшено, но до конца все проблемы решить не удалось. Уперлись в конструктивные недостатки. Если будут со стороны владельца оборудования предприняты какие-либо попытки решить проблему - всенепременно обновлю статью.
Что плохого в Кварце при балансировке?
Кварц замечательный прибор для своего времени. Даже по сей день импортные дорогие приборы не могут похвастаться многоплоскостной балансировкой и в этом проигрывают Кварцу. Но в Кварце не хватает контроля при проведении балансировки - визуализации. Да и ручной ввод данных для балансировочных расчетов не удобен. А в остальном придраться не к чему.