Case of life. Unbridled axial vibration of the electric motor idling (after warming up)
I received an application for vibration diagnostics of an electric motor of type 5AN355 V4 U3 (400 kW, 1480 rpm) after a major overhaul. This electric motor works in tandem with the mains pump at the boiler house in Reutov.

Measurement of the vibration of the electric motor was carried out in order to obtain data on the vibration parameters and their further comparison with acceptable values regulated by GOST IEC 60034-14 (2018). After incoming control, it was necessary to perform laser alignment with the pump and put the unit into commercial operation.
Vibrodiagnostics was performed on 09/05/2018 by a second-level specialist in vibration analysis of machines Stanislav Antonychev, using the QUARTZ vibration analyzer, plant No. 135.
The examined electric motor type 5АН355 В4 У3 belongs to the category "A", with a height of the axis of rotation of more than 280 mm, and has a rigid mount.

According to the results of vibration diagnostics, it was found that this electric motor 5АН355 В4 У3 is not allowed to operate due to exceeding the maximum permissible vibration values, standardized by GOST IEC 60034-14 (2018).
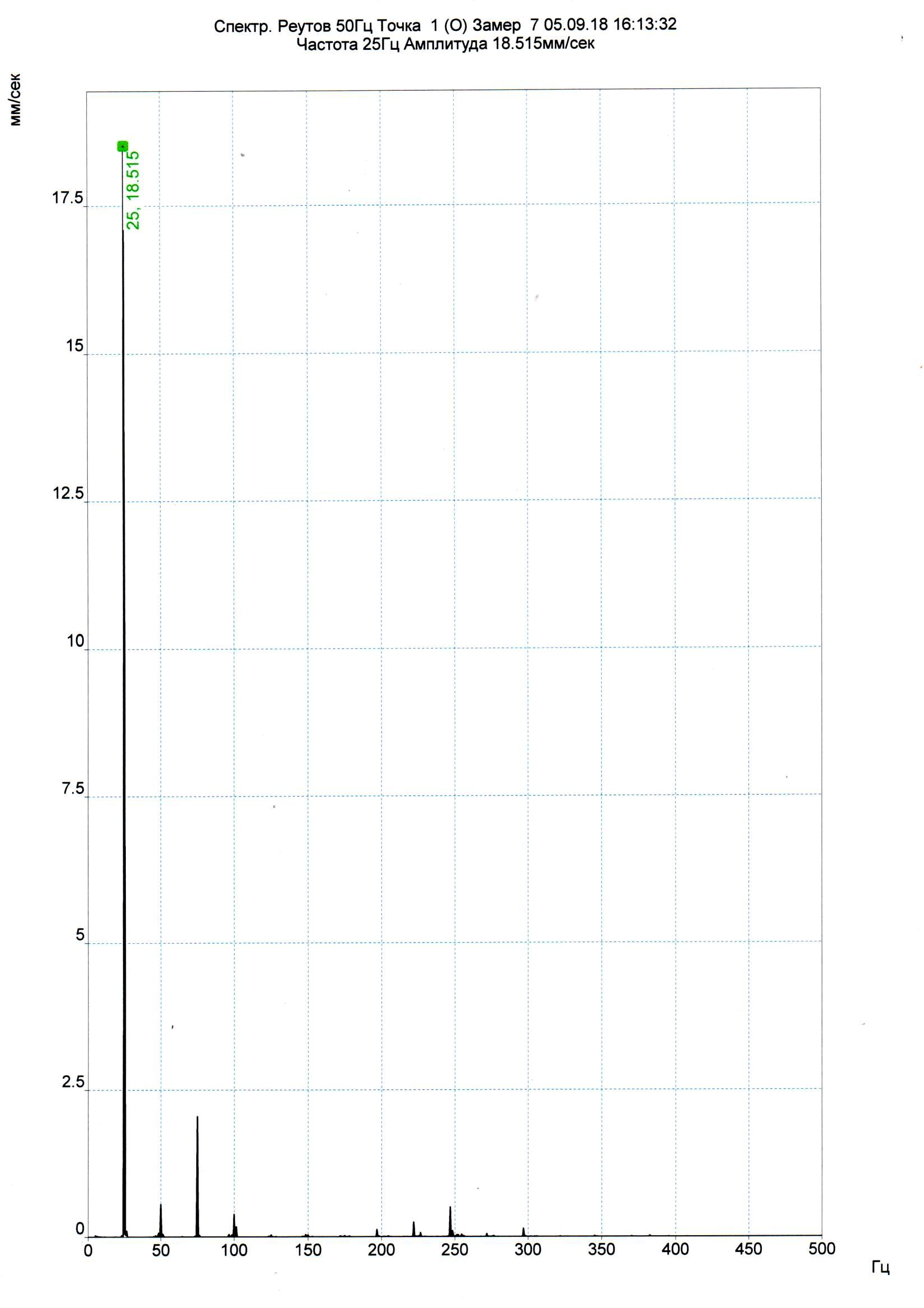
At idle, on a warm engine, at point 1 - in the axial direction (at a reverse frequency of 25 Hz), the value of vibration velocity is fixed at the level of 18.51 mm / s (Fig. 1), which is 7 times higher than the vibration velocity level 2 allowed for this unit , 8 mm / sec.
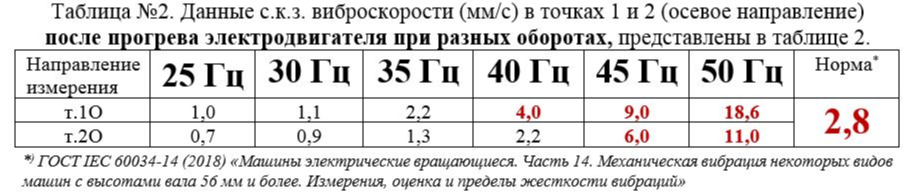
The presence of the VFD made it possible to measure the vibration of the heated engine at different speeds. From table 2 it is seen that with increasing speed of the motor shaft increases the level of vibration on the bearing shields.
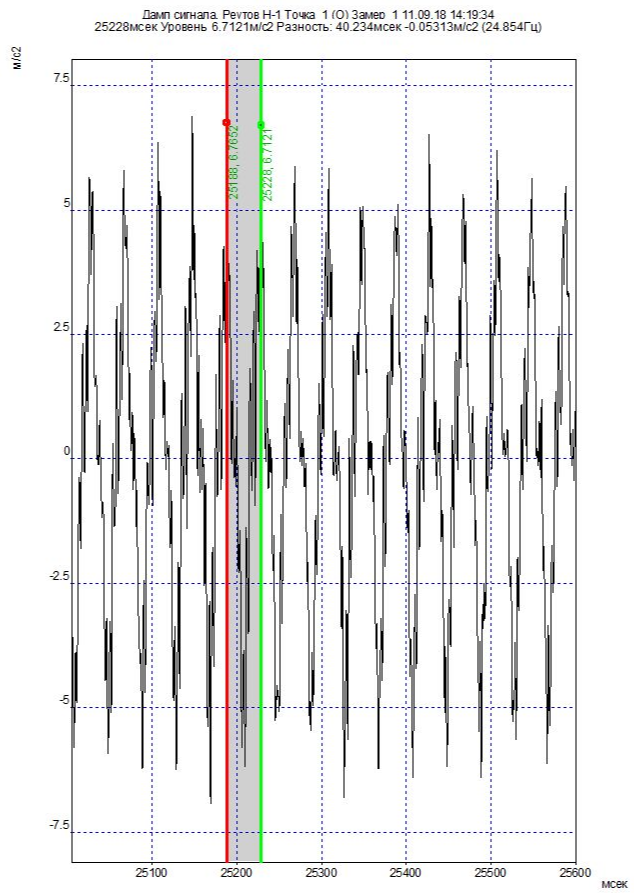
Assuming that this is possibly grazing, a dump of the vibration acceleration signal (rotation speed 1480 rpm (50 Hz)) was recorded at point 1O (Fig. 2).
Then we decided to try to balance the impeller of the engine cooling. After calculating the mass and the installation angle, we hooked a load (in the form of a clothespin) weighing 18 grams, which immediately removed the axial vibration (from 18.51 mm / s to 1.5 mm / s). But our glee did not last long, since the engine, having worked with the balancing weight for about 15 minutes, fired axial vibration at the point 1 ° (at the reverse frequency of 25 Hz) for 21 mm / sec.
After all the experiments, they decided that the engine was unsuitable. The mystery of the cause of axial vibration on a warm engine has remained unsolved to this day!
Regardless of the cause of the increased axial forces on the thrust bearings, this is a rather dangerous defect. Most rolling bearings are not designed to compensate for axial forces, and therefore in this situation they quickly fail.
Вау! Коллега! что за магия?)
Я слышал, что некоторые умеют балансировать осевую вибрацию, но думал что это сказки...
Так чем сердце то хоть успокоилось?
Есть мнение, что вибродиагност становится таковым только после того как сам себе признается, что он не знает что делать с агрегатом и у него нет диагноза...
Похоже это тот самый случай. Или я ошибаюсь?)
А вот если бы на этот агрегат был заведен "облачный вибропаспорт" и более опытный диагност получил доступ к данным, возможно Вам можно было бы помочь... Виталий, а Вы как думаете?
Добрый день. Вот просто посмотрев на данные общего уровня сразу приходит мысль о резонансе в осевом направлении. Наиболее вероятно, что при прогреве изменилась собственная частота (жесткость) и практически совпала с оборотной. В таблице №2, как я понял, указаны частоты ЧРП. Соответственно оборотные в 2 раза ниже и у Вас с 1200 об/мин до 1500 об/мин происходит резкий рост вибрации - резонанс.
При этом резонансный пик имеет большую добротность (он широкий), что указывает на не очень хорошее поглощение энергии фундаментом. И сама собственная частота (если на самом деле это резонанс) в районе 25 Гц мне кажется может свидетельствовать об ослаблениях конструкции. На мой взгляд, собственные частоты таких двигателей в осевом направлении должны быть выше 50 Гц, если невысокая рама на хорошем железобетонном фундаменте.
Поэтому я бы проверил наличие резонанса (определение собственных частот тестом на удар, ослабление крепления лап электродвигателя, измерение фазы при прогреве и пр.). Если резонанс подтвержден - искал бы ослабления/неплотные прилегания, смотрел бы в сторону увеличения собственной частоты.
Случай интересный, это бесспорно.
Виталий добрый день! Спасибо за развернутый ответ на мой вопрос. У меня действительно скорее всего происходит из-за нагрева тепловое изменение жесткости. Скажите пожалуйста "облачный вибропаспорт" это миф или реальность? Какие параметры (мм/сек, мкм, м/с2) он должен учитывать, чтобы охватить весь спектр общепромышленного оборудования (насосы, вентиляторы, редуктора и пр.). В каких диапазонах частот или временных выборках необходимо производить замеры, и какое кол-во усреднений необходимо и достаточно при этом принимать? Просто интересно услышать мнение специалиста по данному вопросу, так как идея создания "облачного вибропаспорта" в масштабах страны мне кажется актуальной.
Станислав, Вы ведь правда знаете аферюг, которые могли бы растиражировать идею Вибропаспорта на всю страну? Но насколько я понимаю мы будем лишь статистами и нас бортанут как в хоккее?)
Antonychev, добрый! По поводу вибропаспорта. Я думаю, что каждый должен заниматься своим делом.
Вибропаспорт - совокупность методик вибродиагностики и данных, заключенных в ПО. Вы где-нибудь видели утвержденную на государственном уровне методику или ГОСТ по определению дефектов посредством вибродиагностики? Максимум - внутренний документ какой-либо организации типа методических указаний (та же информация, что и в книгах, без четких алгоритмов действий). Проблема в том, что на данный момент нет отточенных технологий диагностирования по вибросигналам. Сейчас некоторые фирмы пытаются делать ПО с диагностикой на основе диагностических правил (типа вот такому спектральному составу с такой-то вероятностью соответствует такой-то дефект). Но на практике все эти системы не работают с приемлемой точностью.
Причина? Не тот подход, какой-то важной информации не хватает. Сейчас открылась куча стартапов по диагностике с использованием нейронных сетей. Я надеюсь, что этот подход решит проблему.
Методику, модели и т.п. должны разрабатывать и обкатывать те, у кого есть на это ресурсы. Кто будет первым - тот заберет себе рынок и наша профессия уйдет в историю. А в настоящее время у нас дела обстоят также как и в медицине. При диагностировании сужаем круг предполагаемых причин и потом отдельно отрабатываем каждую. Вся проблема лишь в том, что вибродиагностика, как и медицина, развивалась на основе опыта, а не математического моделирования систем/организма.
По поводу измерений (диапазон частот, время выборки, усреднения). Все зависит от того, что вы ищете. При диагностике все доступные средства хороши, вплоть до временного сигнала. У каждого дефекта свои особенности, а соответственно и различен набор инструментов их подтверждения. И не стоит думать, что анализ вибросигналов достаточен. Взачастую и ручками надо поработать - лапу ослабить, где-то надавить, где-то подтянуть, что-то измерить индикатором, с щупами полазить. И температурные параметры проанализировать, и влияние технологических параметров учитывать. И многое другое. Поэтому мы занимаемся технической диагностикой, а вибродиагностика лишь один из ее инструментов (хотя и самый главный), который не всегда выявит причину, но укажет в какую сторону двигаться дальше.
Вот все что вы пишете - сплошная демагогия. У вас есть плохая черта - людей обсуждать, что вас совсем не красит. Хотелось бы больше технического/профессионального общения, а не делить людей на категории. Я прямо говорю, что идея вибропаспорта мне не близка. И вместо того, чтобы написать статью о том что вы понимаете под вибропаспортом, расписать всю идею, подискутировать, выслушать критику, найти сторонников, вы тратите свое время и время людей на ерунду.
Виталий, если Вы внимательно изучите свои статьи, то увидите что там дважды упоминается некий Ваш коллега после(за) которого приходится додумывать, доделывать и так далее, что так же роняет на него тень и создается впечатление, что Вы самоутверждаетесь (возвышаетесь за счет коллеги)... т.е. все как обычно - "в своем глазу бревна не замечаем". При всем при этом соглашусь, да я токсичный персонаж и как терпит меня Антонычев ума не приложу)
Идею Вибропаспорта подсказали мне Вы, показав на своем смартфоне, правда она у Вас являла собой лишь его скелет, теперь же, когда есть возможность монетизации идеии, настало время нарастить на него мясо) Я отдаю себе отчет в том, что задача предстоит не из легких, но считаю этот Путь достойным Человека.
Все мы люди и делаем ошибки. У меня нет причин и желания самоутверждаться за счет кого-то. Значит я неправильно излагаю свои мысли, если вы так восприняли. Это камень в мой огород. Буду работать над этим.
Вибродиагностика это не шаманство. Я согласен с американцем Виктором Вауком - это искусство, на 30% основанное на знаниях, на 70% основанное на опыте. Есть масса методов доказать свою правоту, обосновать свой диагноз.
Задача нейросетей - найти общие признаки, которые не очевидны человеку. Если вы пробовали и у вас не получилось - это одно, но если вы даже не пытались их использовать - пустословие. И да, давайте без мата, вроде уже взрослые люди и мозг способен сформировать более адекватные выражения.
У меня складывается такое ощущение, что вы очень далеки от реального производства. В каком-то другом мире живете. В нашей стране очень мало квалифицированных кадров в сфере управления и ремонта. Люди бегут от ответственности как от чумы. Совместно у нас только в коллективную безответственность играют. В текущих реалиях на производстве есть небольшая горстка людей, способных решать технические проблемы. Вот эти люди работают всегда бок о бок и им не нужен никакой вибропаспорт. Если у вас этих людей нет, вам никакой вибропаспорт не поможет.
По поводу объекта исследования. Я повторю, пока я не вижу всех деталей вашего вибропаспорта мне это не интересно. Создавайте свой стартап, предлагайте сотрудничество придприятиям под боком и будет вам счастье. Я буду рад, если у вас все получится.
Ловко вы свои комментарии подтерли. О многом говорит.
Встречался на практике с таким случаем. направление скачка вибрации правда, не помню. Вроде радиальное. Мегаваттный асинхронник(Китай) после прогрева рост вибрации на оборотке до 15мм/с. При отпускании лапы-резкое снижение. При зажиме гайки(буквально от руки)- резкий рост.Вот такое тепловое коробление, в совокупности с высокой добротностью. Двигатель ,кстати, был новый.
Виталий, уверен, что Вам неизвестно, что т.н. "горловое пение" которым в т.ч. владеют Шаманы - невозможно разложить на ноты, ибо оно лежит вне диапазона "нотной грамоты".
Причем Мы живем в этом обрезаном диапазоне лишь благодаря тому, что некоторые слепо принимают слова всяких лихоимцев за истину)
Если Вам удобно в мире кастрированных звуков мнить себя искусником, оставайтесь в нем, забираю свое предложение обратно.
Справимся сами, не маленькие.
Кушайте минтай в своей вонючей столовке и пописывайте в пустоту пустые статейки, крючок в Ваших руках - опасная игрушка, еще исколете себе что-нибудь ненароком)
Может хватит ругаться, граждане хорошие. Так можно все загубить и засрать тему. Для технического диагноста общение по теме-бесценно, но без флуда. Очень много для себя почерпнул, кстати, из специализированных форумов.
Мы собственно не ругаемся, а притираем прилегающие поверхности. Виталик адепт школы коллективного бессознательного, а я индивидуальной осознанности вот и приходится соединять мостом берега. Вы про Стокгольмский синдром слышали? Вот собственно его я тут во всей красе и воспроизвожу) Если есть что сказать по теме "облачный вибропаспорт" - милости просим как говорится...
Первое что приходит на ум, это при ремонте вместо роликового подшипника с приводной стороны, установили шариковый. Поимели "стеснение" ротора при тепловом расширении. Надо было фазы снять в осевом направлении при прогреве и вскрыть крышку подшипника, чтобы посмотреть какой тип подшипника смонтирован.